欢迎来到首页官网!


答:这个辊皮是我们的专利材质,如果是真的需要补焊的话,必须按我们所给你提供的焊条型号来补焊,也可以向我们厂里来咨询采购。
再这里一定要提醒广大的客户便宜,千万不要自己擅自的对设备进行调整或者补救,不是说不能,而是一定要联系我们华盛铭重工的技术部,给予您合理的建议以及指导。我们一定会给您好的解决方案。一定不要弄巧成拙。
如果说辊皮您使用了一年以上了,而不想更换辊皮的话,其实是可以根据华盛铭提供的技术方法进行辊皮的补救的,如果要是辊皮使用时间太长的话,我们还是建议更换辊皮,这样对设备也比较好,后期的维护也会很安全。
就地堆焊法:
就地堆焊就是在磨损的凹口处进行焊接填充。这种方法简单实用,不影响生产,且对焊部位的硬度和耐磨性均比较好,缺点是只适合于可焊性好的辊筒(如铸钢辊筒)。堆焊时应注意以下事项:
(1)选择小直径的堆焊条,小电流焊接规范,进行分层堆焊。这样可减少热应力,避免发生严重的变形和产生裂纹。
(2)电焊机的搭铁要直接搭在辊筒上,不要搭在轴上,以免电流流过滚动轴承,产生火花,使轴承的滚动体和滚道的表面烧损。除此之外,还可以采用拆卸后修复法,就是将辊筒连轴一起全部拆卸下来,经车削修复后在安装到机器上使用。
(3)堆焊过程中,要经常用直尺样板对堆焊部位进行检查,以保证外形尺寸合格。采用自动埋弧焊工艺,可对现有磨损辊套进行强化修复。修复后的辊套,工作寿命比铸造新辊套和焊条堆焊修复有显著提高。用户使用钢条焊接修复辊套,锰钢件需要机械加工,普通钢件需要堆焊耐磨焊条,且修复效果均不理想。
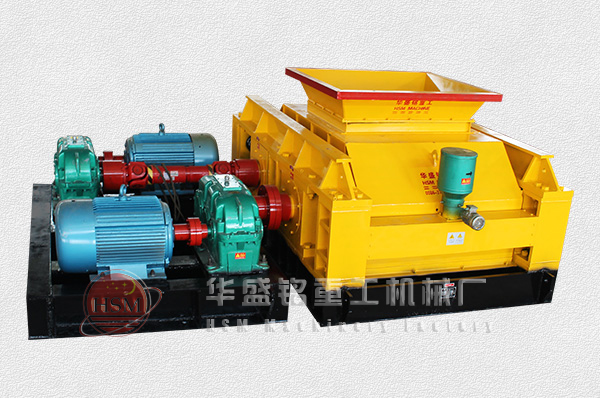
我公司研制了一种用于对辊破碎机耐磨堆焊焊条,通过反复调整焊条药皮成分,找到了适合对辊破碎机机齿堆焊的合金系。通过堆焊层的金相显微分析及X射线物相分析表明:新研制的对辊破碎机耐磨堆焊焊条组织为马氏体+碳化物+残余奥氏体,堆焊层的硬度在HRC64~65之间,耐磨试验和工业试验证明,对辊破碎机堆焊合金的耐磨性能优良,是35CrMoTi钢的8.6倍,比未堆焊的破碎机使用寿命提高7.8倍。
以上内容有华盛铭对辊破碎机http://www.dgphsm.com提供


销售部电话
(86)0371-64396668\64398868


扫一扫微信关注我们